























































بالنسبة للعلامات التجارية حيث فشل التماس ليس نتيجة مقبولة، فإن الفرق بين هاتين الحالتين يستحق الفهم بشيء من التفصيل.
معيار 27.12 ميجاهرتز: لماذا يسخن لحام الترددات اللاسلكية بشكل مختلف
لا يقتصر الاختلاف الأساسي بين اللحام بالتردد الراديوي والربط الحراري التقليدي على الكفاءة فحسب، بل هو الاتجاه الذي تنتقل فيه الحرارة عبر المادة.
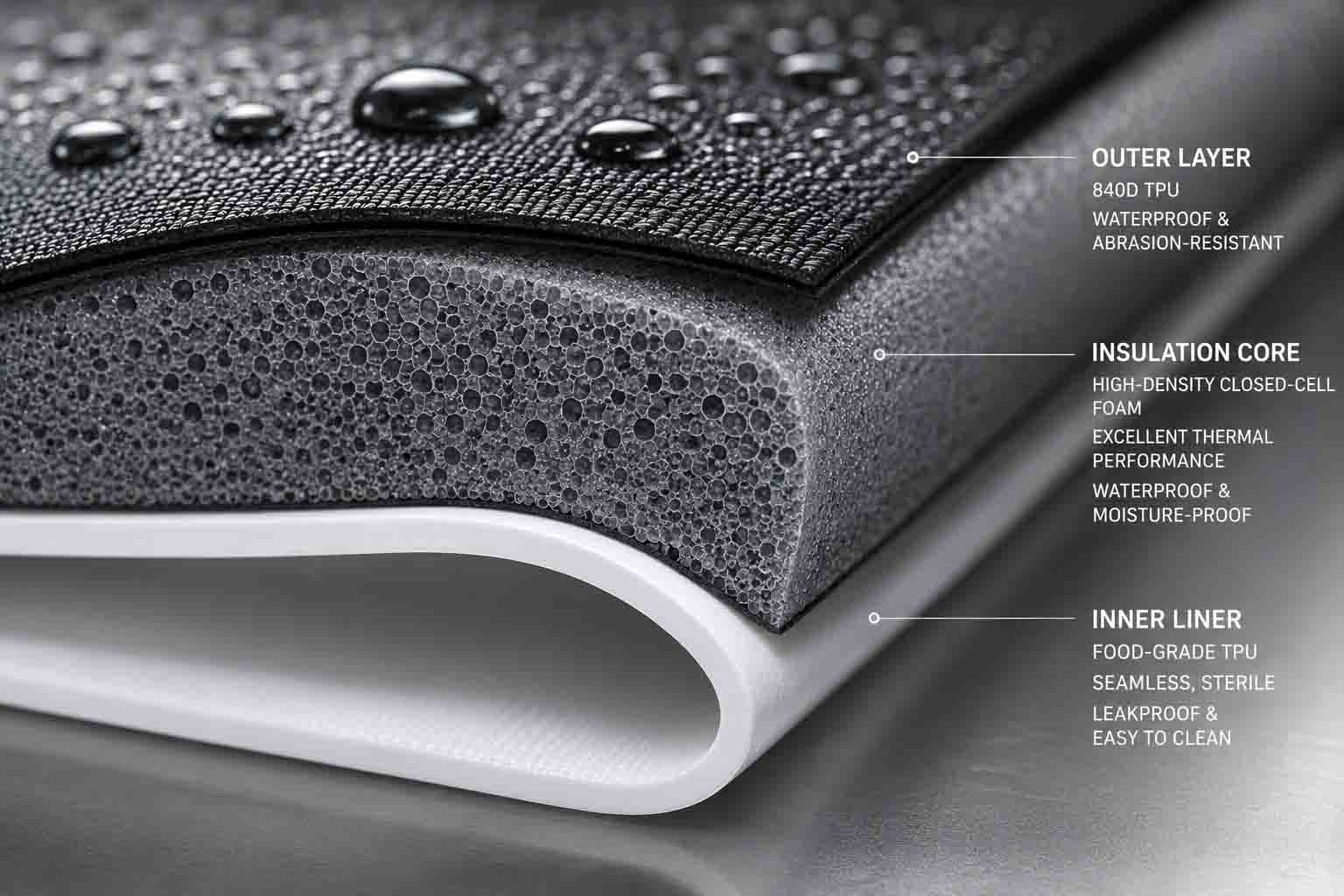
تطبق الطرق التقليدية (القضبان الساخنة، والألواح الساخنة، والمسدسات الحرارية) الطاقة على سطح المادة وتعتمد على التوصيل لجلب الجزء الداخلي إلى درجة حرارة الترابط. بالنسبة للأفلام الرقيقة، يعمل هذا بشكل مناسب. بالنسبة للأقمشة السميكة والكثيفة المصنوعة من مادة TPU المستخدمة في المعدات المقاومة للماء الممتازة، فإنها تخلق مشكلة عملية: إن جلب الواجهة الداخلية إلى درجة حرارة الانصهار يتطلب وقتًا كافيًا لبقاء السطح للمخاطرة بإحراق الطبقة الخارجية أو تشويهها أولاً. تضيق النافذة بين "غير كافٍ" و"أكثر من اللازم" مع زيادة سمك المادة.
ويتجاوز لحام الترددات اللاسلكية هذا عن طريق توليد الحرارة من داخل المادة بدلاً من توصيلها إلى الداخل. تعمل معدات اللحام RF الاحترافية بتردد 27.12 ميجاهرتز، وهو نطاق الترددات الراديوية المعين ISM (الصناعي والعلمي والطبي) المخصص لهذه الفئة من المعدات الصناعية. عند هذا التردد، يتسبب المجال الكهرومغناطيسي المتناوب في قيام الجزيئات القطبية داخل مادة TPU بمحاولة إعادة التنظيم مع كل تذبذب: حوالي 27 مليون مرة في الثانية. ويولد الاحتكاك الجزيئي الناتج الحرارة بشكل موحد في جميع أنحاء منطقة اللحام، عند السطح البيني حيث يجب أن يحدث الاندماج، دون الاعتماد على التوصيل الحراري من السطح إلى الداخل.
تحت الضغط الهوائي المطبق في وقت واحد، تصل المادة الموجودة في واجهة الوصل إلى درجة حرارة الانصهار وتندمج الطبقات على المستوى الجزيئي. بمجرد إزالة الحقل وتبريد المادة تحت ضغط مستمر، فإن الحدود الأصلية بين اللوحين لم تعد موجودة من الناحية الهيكلية - أصبحت منطقة اللحام قطعة واحدة متواصلة من المادة. في اختبار السحب المدمر، تصمد هذه المنطقة عادةً بعد نقطة فشل النسيج الأساسي المحيط. هذه النتيجة هي المعيار العملي للحام التردد اللاسلكي الذي تم تنفيذه بشكل صحيح.
لحام 840D TPU عالي المتانة: هامش أضيق للخطأ
يعمل اللحام بتردد الراديو عبر مجموعة من اللدائن الحرارية المتوافقة - PVC، PET، EVA، والأقمشة المختلفة المطلية بالـ PU. بالنسبة للتطبيقات الخارجية شديدة التحمل التي تتطلب مقاومة مستمرة للتآكل والسلامة الهيكلية تحت الحمل، فإن مادة TPU عالية المتانة بكثافة 840 دينير هي المادة القياسية. إنه أيضًا الذي يفرض معظم المتطلبات على معايرة العملية.
ويعني ارتفاع مستوى الدنير زيادة كتلة المادة في منطقة اللحام، الأمر الذي يتطلب المزيد من الطاقة الكهرومغناطيسية للوصول إلى درجة حرارة الاندماج. تكمن الصعوبة في أن هذا لا يعني ببساطة زيادة الطاقة. نافذة التشغيل - النطاق بين الطاقة غير الكافية (الانصهار غير الكامل، اللحام المعرض للتسرب) والطاقة المفرطة (احتراق المواد، حاجز مقاوم للماء معرض للخطر) - تضيق مع زيادة وزن القماش. قد يؤدي إعداد الطاقة الذي يعمل بشكل نظيف على 420D TPU إلى ظهور بقع باردة على 840D في نفس وقت الدورة، بينما قد يؤدي الإعداد الذي تمت معايرته لـ 840D إلى حرق مواد أقل سمكًا في نفس المنتج.
تتطلب إدارة هذا معايرة خاصة بالمواد. عندما يدخل 840D TPU خط إنتاج - سواء كان تقديم منتج جديد أو مجموعة جديدة من المواد من نفس المورد - يجب التحقق من صحة خرج طاقة التردد اللاسلكي وضغط الضغط وتوقيت الدورة مقابل تلك المادة المحددة: منكرها ووزن طلاء TPU والتركيبة. تنتمي هذه المعلمات إلى إجراءات التشغيل القياسية الموثقة، والتي يتم التحقق منها في بداية كل عملية إنتاج. لا تقوم المنشأة التي تطبق إعدادات موحدة عبر جميع أوزان القماش بهذا العمل، بغض النظر عن كيفية وصف القدرة.
ثلاثة متغيرات عملية تحدد اتساق الإنتاج
يثبت النموذج الأولي لاختبار الضغط أن اللحام الصحيح يمكن تحقيقه. يتطلب الإنتاج المتسق التحكم في المتغيرات التي تحدد ما إذا كان قابلاً للتكرار عبر الحجم.
دقة الأدوات يموت
يتم تصنيع قالب اللحام - القطب الكهربائي الذي يتصل بالمادة ويحدد هندسة اللحام - من النحاس أو الألومنيوم إلى الأبعاد التي يتطلبها نمط التماس المحدد. دقة الأبعاد في هذه الأدوات ليست مصدر قلق ثانوي. ينتج سطح القالب غير المستوي توزيعًا غير متساوٍ للضغط عبر منطقة اللحام، مما ينتج تسخينًا داخليًا غير متساوٍ: نقاط باردة حيث لم تصل المادة إلى درجة حرارة الانصهار الكاملة ونقاط ساخنة حيث كانت شديدة الحرارة. تصبح البقع الباردة نقاط بدء التسرب. تصبح النقاط الساخنة مناطق ترقق المواد التي تؤثر على سلامة التماس على المدى الطويل.
تآكل القالب له نفس التأثير على حجم الإنتاج. أسطح التلامس التي كانت في حدود التسامح في بداية حملة الإنتاج تنحرف عن نطاق التسامح تدريجيًا. تقوم عمليات اللحام RF المسؤولة بتتبع حالة القالب واستبدال الأدوات أو إعادة معايرتها قبل أن يؤثر التآكل على جودة اللحام - وليس بعد أن يبدأ اختبار مراقبة الجودة في إظهار معدلات فشل مرتفعة.
تطبيق الضغط: مرحلتان، وظيفتان مختلفتان
يؤدي الضغط الهوائي في اللحام بالتردد الراديوي (RF) وظائف متميزة أثناء مرحلة اللحام النشط ومرحلة التبريد التي تليها، وكلاهما مهم.
خلال مرحلة التردد اللاسلكي النشط، يضمن الضغط الاتصال الحميم بين طبقات المواد في واجهة اللحام، مما يتيح الاختلاط الجزيئي عندما يصل TPU إلى درجة حرارة الانصهار. أثناء مرحلة التبريد بعد إزالة طاقة التردد اللاسلكي، يحافظ الضغط على المنطقة المندمجة في موضعها بينما تتصلب سلاسل البوليمر. إن تحرير الضغط قبل أن تبرد منطقة اللحام بدرجة كافية يسمح للمادة التي لا تزال طرية بالتشوه - مما ينتج عنه رابطة أضعف وعدم تناسق الأبعاد عند حواف منطقة اللحام التي تصبح نقاط تركيز الضغط قيد الاستخدام.
يعد تحرير الضغط المبكر من بين اختصارات العملية الأكثر شيوعًا في اللحام الترددي العالي الحجم، حيث يخلق ضغط وقت الدورة حافزًا تشغيليًا للانتقال إلى الجزء التالي بسرعة. غالبًا ما تجتاز اللحامات الناتجة الفحص البصري واختبار الضغط المنخفض الأولي، ثم تظهر معدلات فشل مرتفعة تحت الحمل المستمر والتدوير المرن المتكرر في الحقل.
توقيت الدورة
تعمل دورة اللحام RF الكاملة على ثلاث مراحل: الضغط المسبق (الضغط المطبق قبل تنشيط التردد اللاسلكي، مما يسمح للمادة بالتثبيت بشكل صحيح في القالب)، واللحام النشط (تشغيل طاقة التردد اللاسلكي، حدوث التسخين الجزيئي والانصهار)، والتبريد تحت الضغط (إيقاف التردد اللاسلكي، تصلب منطقة اللحام). تتمتع كل مرحلة بمدة مثالية خاصة بسمك المادة ووزن الطلاء وهندسة القالب المستخدمة.
لا تنتقل هذه التوقيتات بين المواد. إن الدورة التي تم تطويرها لمواصفات محددة من مادة TPU سوف تؤدي إلى لحام الأقمشة الأثقل وتخاطر بالإفراط في لحام المواد الأخف المستخدمة في مكان آخر في نفس المنتج. عندما تتغير مواصفات المواد بين عمليات الإنتاج - دنير مختلف، أوزان طلاء مختلفة، دفعات مختلفة للموردين - تتطلب معلمات الدورة إعادة التحقق من الصحة، وليس افتراض الاستمرارية.
1.0 اختبار الضغط الهيدروستاتيكي: ما يؤكده بالفعل
يحدد فحص التماس البصري العيوب على مستوى السطح: علامات الحروق المرئية، والفجوات الواضحة في تغطية اللحام، والتشويه الإجمالي للأبعاد. ولا يحدد المناطق الداخلية غير المندمجة جيدًا، أو الفراغات الصغيرة في واجهة اللحام، أو البقع الباردة التي تظل ثابتة في الظروف المحيطة ولكنها مفتوحة تحت الحمل. بالنسبة للمنتجات المقاومة للماء والتي لها أي مطالبة بتصنيف الضغط، يكون الفحص البصري هو الأرضية وليس السقف.
يعد اختبار الضغط الهيدروستاتيكي 1.0 بار هو معيار التحقق من صحة المنتجات الخارجية الملحومة RF. يتوافق شريط واحد مع الضغط الهيدروستاتيكي لعمود مائي بطول 10 أمتار - وهو ما يتجاوز بشكل كبير ظروف الغمر التي ستواجهها معظم المنتجات الخارجية في الاستخدام الميداني، وهو بالضبط ما يجعله اختبارًا مفيدًا لتأهيل الإنتاج.

الإجراء: يتم نفخ المنتجات المكتملة إلى ضغط داخلي قدره 1.0 بار ثم يتم غمرها في الماء أو الاحتفاظ بها تحت الضغط لفترة محددة. حالة النجاح هي عدم انبعاث الفقاعات الدقيقة من أي خط التماس أو منطقة اللحام أو نقطة الإغلاق. تشير الفقاعة الواحدة إلى مسار تسرب يسمح بدخول الماء تحت الاستخدام الميداني بغض النظر عن حجمه. لا يوجد نجاح جزئي مقبول في مستوى الاختبار هذا.
ما يؤكده الاختبار يتجاوز ما إذا كانت وحدة معينة تتحمل الضغط في لحظة الاختبار. أكد المنتج الذي يتجاوز 1.0 بار الاندماج الجزيئي الكامل عبر كل منطقة لحام، والتلامس الصحيح للقالب عبر هندسة التماس الكاملة، والتبريد المناسب قبل تحرير الضغط. تعد معدلات النجاح المتسقة عبر عملية الإنتاج دليلاً على التحكم في العملية - وليس اختلاف الوحدة الفردية الذي حدث للاتجاه الإيجابي.
تكرار الاختبار له نفس أهمية شدة الاختبار. يوفر اختبار كل وحدة على منتجات التماس المهمة تغطية كاملة للإنتاج ويكتشف الأعطال الفردية قبل شحنها. يوفر أخذ العينات المجمعة ثقة إحصائية بتكلفة أقل ولكنه يسمح بتجاوز حالات الفشل الفردية. يعتمد البروتوكول المناسب على التكلفة النهائية لفشل حقل وحدة واحدة - بالنسبة للمنتجات التي يؤدي فيها تسرب واحد إلى مطالبة ضمان وتعرض محتمل للعلامة التجارية، فإن الاختبار لكل وحدة هو الموقف العقلاني.
تقييم قدرة اللحام بالترددات اللاسلكية: الأسئلة التي تميز نضج العملية
إن منع التسرب في المنتجات المقاومة للماء الملحومة بالترددات الراديوية هو نتيجة هندسية، وليس مطالبة تصنيعية. إن متغيرات العملية معروفة، وتم تحديد طرق التحكم، كما تم تحديد بروتوكول الاختبار الذي يتحقق من صحة النتيجة بشكل جيد. ستقوم الشركة المصنعة التي تتمتع بقدرة حقيقية في هذا المجال بوصف عملها بهذه المصطلحات المحددة.
الأسئلة التي تستحق طرحها أثناء تقييم الموردين ملموسة:
كيف يتم توثيق إعدادات طاقة التردد اللاسلكي وأوقات الدورات وفقًا لمواصفات المادة، وما الذي يؤدي إلى إعادة التحقق من الصحة عند تغيير دفعات المواد؟
كيف تتم مراقبة حالة القالب وعند أي عتبة يتم استبدال الأدوات؟
هل يتم إجراء الاختبار الهيدروستاتيكي لكل وحدة أو عن طريق أخذ عينات دفعة واحدة، وبأي ضغط؟
هل يمكنهم تقديم سجلات اختبار من عمليات الإنتاج الأخيرة للمنتجات المماثلة؟
هذه ليست أسئلة صعبة بالنسبة للمنشأة التي تتحكم فعليًا في هذه المتغيرات. إنها أسئلة صعبة للغاية بالنسبة للمنشأة التي تدير معدات اللحام بالترددات الراديوية دون الانضباط في العملية. الإجابات تخبرك بالموقف الذي أنت فيه.